
Esperienza e affidabilità
Produciamo circuiti stampati da 35 anni e gestiamo tutti gli aspetti della supply chain, dalla produzione alla consegna. Per questo possiamo garantirti
un servizio sicuro e affidabile.

Servizio a 360°
Grazie al controllo su tutta la catena produttiva, offriamo consulenza e assistenza pre e post vendita, per garantirti un prodotto all’altezza delle tue aspettative

Dimensione internazionale
Il nostro cuore è in Italia, ma la nostra azienda è internazionale e i nostri prodotti arrivano ovunque, in ogni parte del mondo. Affidati agli esperti del settore, ovunque tu sia!

Controllo della Supply Chain
Controlliamo ogni processo della catena produttiva, per questo sapremo sempre come aiutarti in caso di imprevisti
Duttilità e flessibilità
Ogni nostro prodotto è creato a partire dalle esigenze e dalle aspettative dei clienti: il nostro servizio è su misura per te
Un’azienda di persone
Tecnici, manager e supporto clienti: ogni nostro collaboratore è un vero esperto nel suo campo, guidato dall’obiettivo di soddisfare le reali esigenze dei nostri clienti.
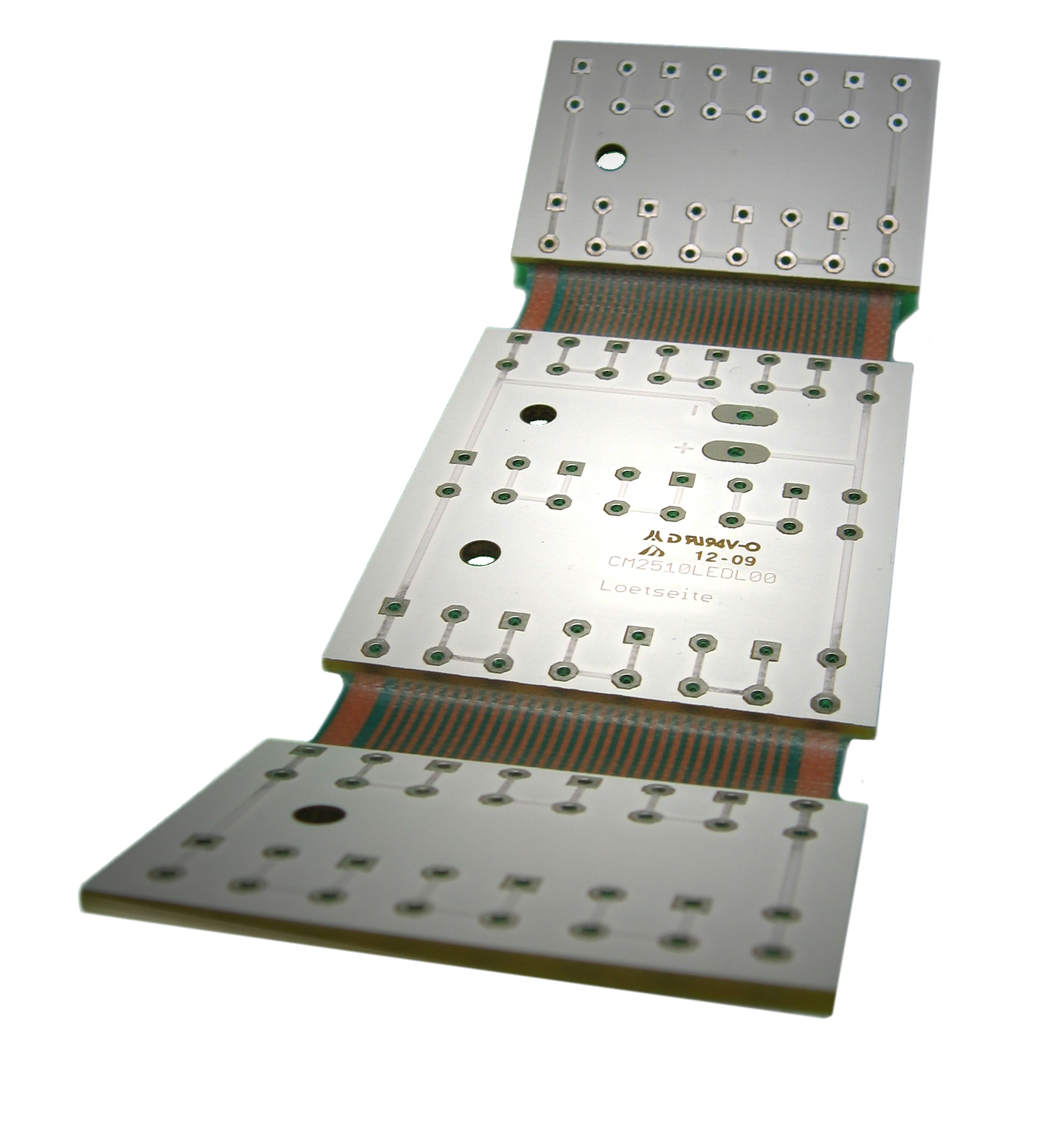
Configura correttamente il tuo PCB scegliendo le caratteristiche corrette ed evitando problemi critici